Calculates the relationship between reflux, number of plates, and the alcohol strengths in the boiler and distillate using the McCabe-Thiele method.
Fill in three of the four fields. The fourth is calculated.
%abv in the boiler (0.1 - 97.2)%abv in the distillate (1 - 97.2)
Böden (1 - 50)
There are two cases where the calculator outputs "impossible" as the result:
The other McCabe-Thiele pages:
- When calculating real plates: if "impossible" is displayed here, then with the entered %abv in the boiler the entered %abv in the distillate cannot be achieved with the entered % reflux even with an infinite number of plates.
- When calculating the reflux ratio: if "impossible" is displayed here, the entered %abv in the distillate cannot be reached with the entered number of plates and the entered %abv in the boiler even with 100% reflux.
The other McCabe-Thiele pages:
Information about the McCabe-Thiele method
This method was published by Warren L. McCabe and Ernest Thiele in 1925.
It is a very easy to understand graphical method for planning distillations. It primarily deals with the continuous distillation systems that are important for the industry. However, the method can also be applied to non-continuous systems such as our reflux stills and is even easier to understand.
The valuable thing about this is that it allows the amount of reflux to be included in calculations. For example, you can calculate how the alcohol strength of the distillate decreases when more product is removed from the top of the column, thus reducing the reflux back into the column.
The construction of a McCabe-Thiele diagram for a non-continuous still:
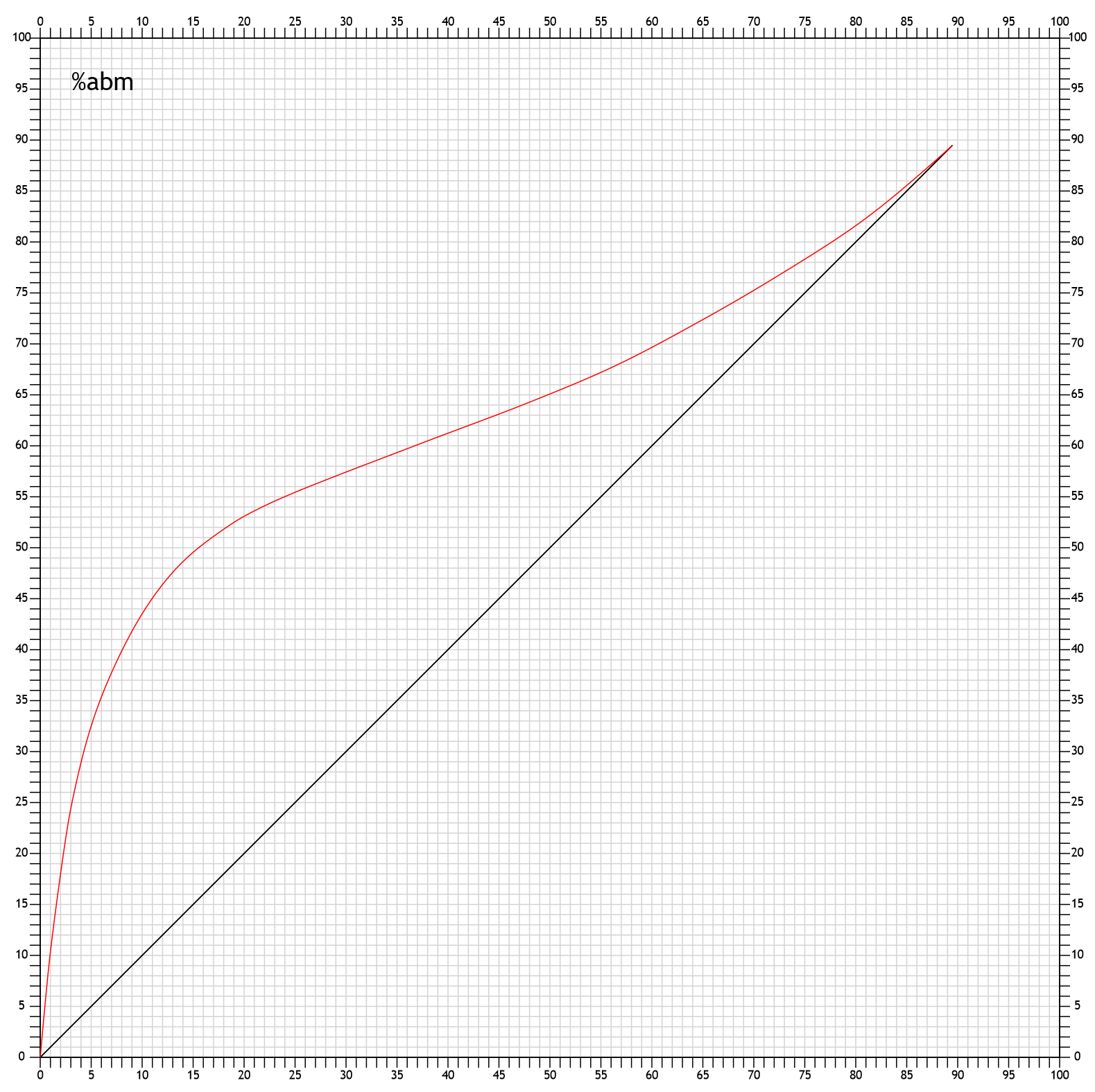
A McCabe-Thiele diagram starts with the curve x = alcohol strength in the boiler and y = alcohol strength in the distillate, i.e. a boiling diagram curve, and an diagonal line at x = y:

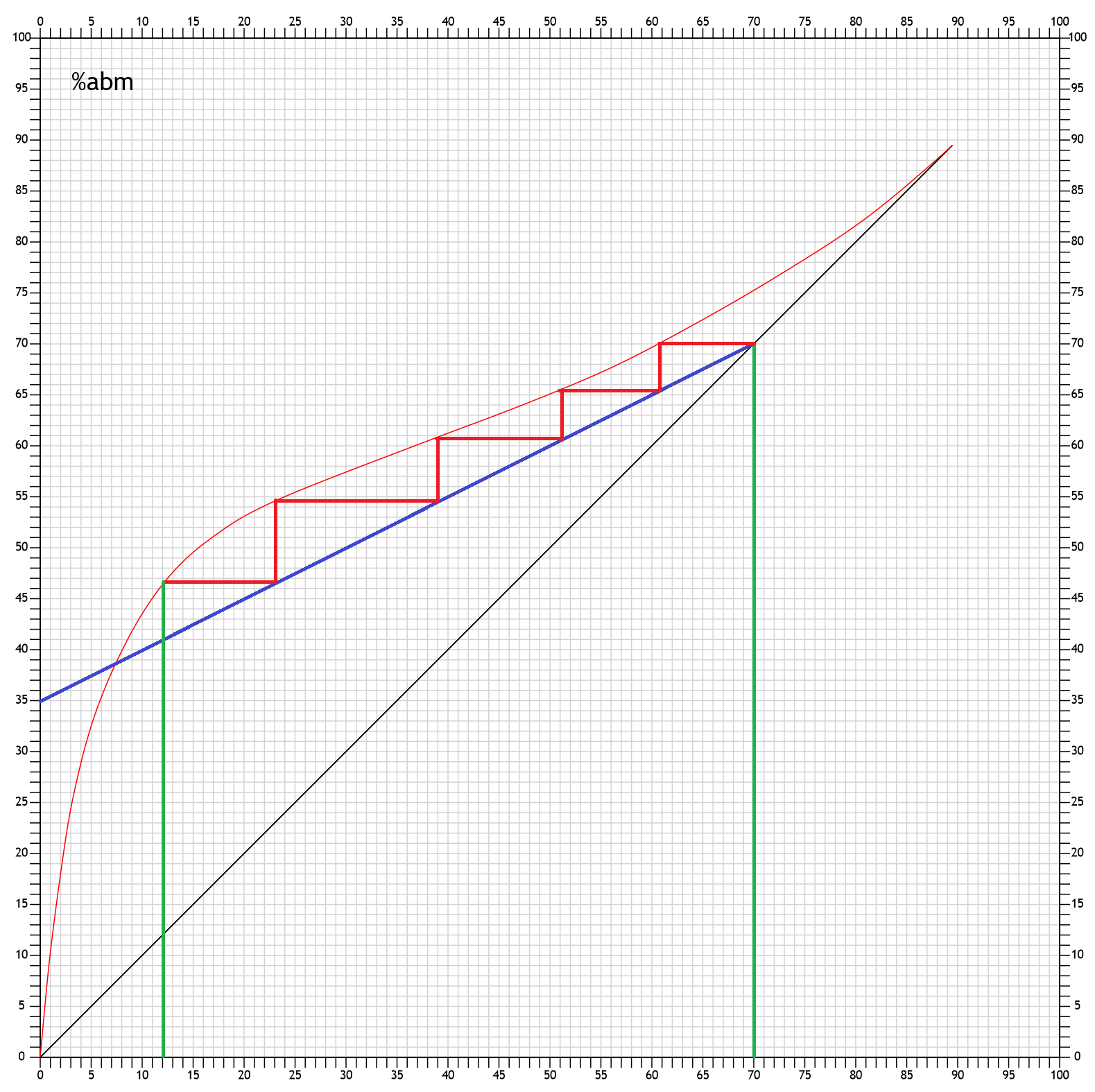
So the result is:
To get to 70%abm with 50% reflux (i.e., a reflux ratio of 1) with 5 plates, you need 12%abm in the still.
Or:
If you have 12abm% in a still with 5 trays, then with 50% reflux you get a distillate with 70%abm. But you can't construct the diagram this way. You always have to construct it starting from a distillate alcohol strength. To calculate the distillate alcohol strength from a boiler alcohol strength, you have to iterate. So you have to estimate the result, then calculate the steps down from the distillate alcohol strength as given, use the result to correct the initial estimate, check down again, and so on. The same applies if you want to calculate the required % reflux from the two alcohol strengths and the real plates, or the required real plates from the two alcohol strengths and the % reflux.
The minimal reflux ratio:
An interesting point in the diagram is where the blue operating line intersects the boiling diagram curve. In our diagram, this is at about 7.5%abm in the boiler. The stages cannot go beyond this point. So even infinite steps would not go lower than x = 7.5%abm:

At the same time this means: The minimum reflux amount to get from 7.5%abm to 70%abm is 50% reflux. No matter how many real plates you have.
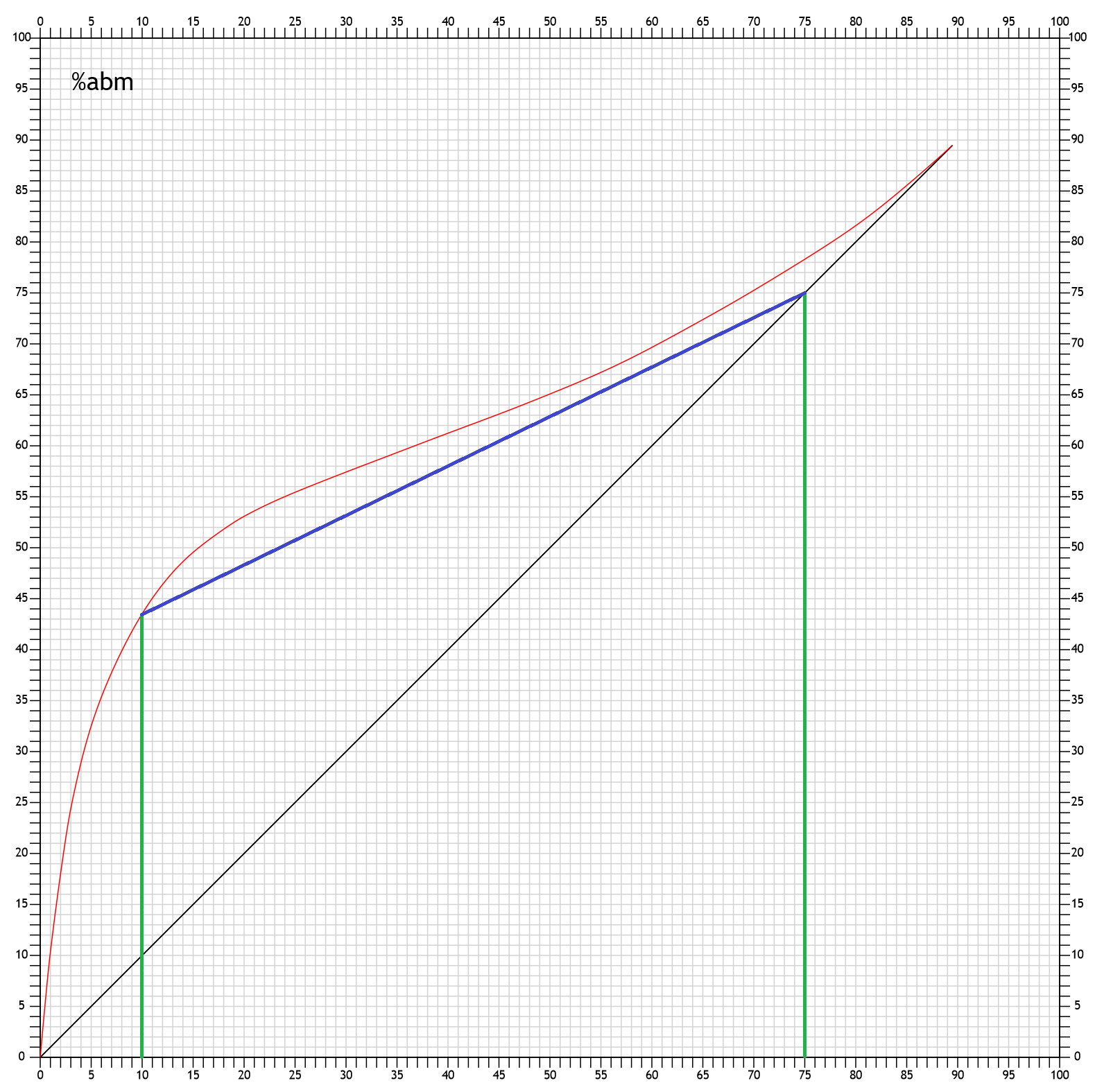
Such a minimal reflux ratio can also be constructed directly. Here is the minimum reflux ratio to get from 10%abm to 75%abm:
Because of the special curvature of the boiling diagram curve, however, a problem occurs at even higher target alcohol strengths:

So to get to 80%abm in the distillate at all with low %abm in the boiler, you have to change the angle, and thus the reflux ratio, until this intersection disappears:

If the operating line is drawn in such a way that it forms a tangent to the boiling diagram curve, the contact point is called a "pinch". In this case, the pinch is at about 61%abm. That means you need at least 61%abm in the kettle for 80%abm in the distillate at the reflux ratio according to the angle of the operating line. But with minimal more reflux one can reach the 80%abm with much lower alcohol strength in the boiler.
The accuracy of this method:
Now the question arises whether such a graphical method really represents reality. Why should reality behave as it can be constructed with a diagram and a ruler and protractor? Why take a %abm boiling diagram and not one based on weight percent or volume percent? Or why use a diagram with the alcohol strengths at all, why not with the boiling or vapor temperatures? Why is there a linear relationship between the points 0% reflux (angle of the working line 0°) and 100% reflux (45°), so why is 22.5° then 50% reflux? Given the non-linear boiling diagram curve and the other non-linear relationships (e.g. alcohol strength/steam temperature and %abv/%abm), why is everything so simple and linear anyway?
The answer: The McCabe-Thiele method follows the simplest possible logic and thus achieves a high degree of agreement with practice. At least with ethanol-water solutions; this method is not specifically designed for this purpose. And this works without the necessity of computers (at the time of publication in 1925 they did not exist yet). Only with the boiling diagram data, which had already been measured at least for the industrially relevant substances. So no additional measurements were necessary.
This method is used by the industry as a prognosis tool. You calculate what you have to do and have to have in order to get what you want as economically as possible. Then you do that, and if the result doesn't quite fit, you make corrections.
Is there any evidence or proof that this method is inaccurate?
There is: One of the conditions required for a truly accurate McCabe-Thiele method is a so-called "constant molar overflow". This means that the same amount of substance evaporates from each plate per time and the same amount of substance flows down from each plate as reflux. Amount of substance means the number of molecules, not the weight or volume. So if 50 ethanol molecules and 50 water molecules evaporate from the first plate, 100 molecules also evaporate from the second plate. Normally with a higher alcohol content. So not 50 ethanol and 50 water, but 65 ethanol and 35 water, for example. And the same with reflux: The same amount of substance flows downwards from each plate. However, it does not have to be the same amount of substance that evaporates. The same amount of substance evaporating and flowing down as reflux happens only at 100% reflux. However, constant molar overflow can only occur if the substances involved have the same enthalpy of vaporization. In the case of our ethanol-water solutions, this means that it takes the same energy to vaporize an ethanol or a water molecule. And this is not quite the case. Furthermore, McCabe-Thiele does not take into account the temperature differences between the interacting alcohol strengths, through which additional energy movements take place, which lead to additional or reduced evaporation depending on how the temperature curves of the boiling digram look at the specific point.
However, both points do not make so much difference that a calculation according to McCabe-Thiele would be worthless for ethanol-water solutions. But since we have built the McCabe-Thiele method into many computers, we have noticed that the calculation does not always work. Namely you can verify whether the results with McCabe-Thiele fit together with other calculations. Then you realize that McCabe-Thiele calculates unrealistically high distillate alcohol strengths, especially in the middle % reflux range, resulting in many cases in more alcohol ending up in the distillate than the net amount leaving the boiler. The following very clear rules apply:
- What leaves the boiler as vapor minus what flows back into the boiler corresponds exactly to what is pulled off as product. Otherwise, something would disappear or be added.
- If heat losses are not taken into account, the same heat energy is present at the top of the column as in the boiler.
- The amount of vapor can be calculated very accurately from the alcohol strength and the supplied energy.
Here is an example, part of the German language forum discussion Alkoholstärken, Massenströme und Temperaturen in Refluxkolonnen:
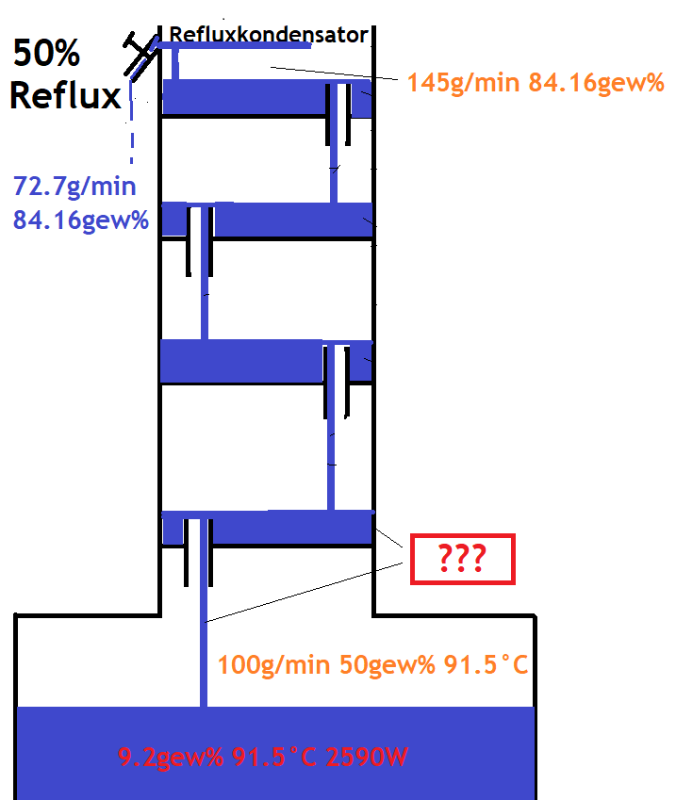
- Boiler vapor production of 100g/min at 50%abw is 50g/min of pure ethanol.
- The product take off of 72.7g/min with 84.16%abw is 61.2g/min pure ethanol.
Thus, more ethanol is drawn off as product than evaporates at all at the bottom. This cannot be the case, of course.
However, this problem only occurs so visibly with medium % reflux. Normally, we operate our reflux stills with at least 80% reflux, on average perhaps with 90%. So this problem is not an indication that the McCabe-Thiele method is flawed in the usual practice of our reflux distillations with ethanol-water solutions. But one can see that there is no mathematical validity.
A practical implementation of the McCabe-Thiele method is our McCabe-Thiele Column Simulator. And our other calculators, in which the reflux rate is a factor, also use this method.
The exception is our Column Simulator, which does not use McCabe-Thiele but calculates solutions iteratively with considerably more calculation effort, which comply with all of our known guidelines, i.e. which can calculate columns without the inaccuracies of McCabe-Thiele.